2. If cartons, e.g. shoe boxes, are provided with ventilation holes, they only have an effect when the cartons with ventilation holes in their ends are stowed crosswise in the ventilated container.
3. Some products have fungicides in powder form mixed in with their dyes, to prevent mold growth. In this case, however, health protection measures are necessary.
4. If water-soluble adhesives are used for products such as toys, so much mold may develop that total loss ensues.
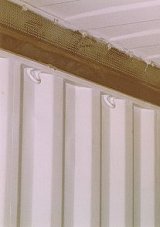
5. Covering the floor, sides and cargo surface with paper dunnage (see Fig. 31) provides a certain degree of protection against dripping sweat. The paper absorbs water until saturated, and if more sweat develops the water penetrates the cargo. Fig. 32 shows how the paper dunnage has become soaked, and Fig. 33 likewise shows how the corrugated board lateral dunnage has become soaked from the ceiling downwards.
 |
 |
 |
Figure 31 (top left): Paper dunnage on cargo of bagged coffee; Photo: Schieder [18] Figure 32 (top right): Soaked paper dunnage; Photo: Stradt [53] Figure 33 (bottom left): Lateral container dunnage soaked from the ceiling downwards; Photo: Stradt [53] |
6. Another possible way of catching dripping sweat is to lay out a plastic sheet with a condensation reservoir (see Fig. 34). The moist warm air rises up past the sides of the sheet to the container ceiling, condenses there and drips onto the sheet. Up to 120 liters of water had already been caught in the reservoir in this way, but even this method is limited in its effectiveness.
For example, the sheet may be pulled over sharp edges and damaged due to the weight of the collecting water and to the movement thereof resulting from movement of the means of transport. If the puddles turn to ice in winter, the ice can virtually shred the sheet.
When using a plastic sheet instead of paper dunnage, consideration also needs to be given to the fact that the condensation surface may be moved to the underside of the sheet, resulting in the sweat coming into direct contact with the cargo.
 |
Figure 34: Plastic sheet; Photo: Stradt [53] |
7. More recently, nonwoven fabric with a relatively high water absorption capacity of up to 3,000 g/m² (3 liters/m²) has been suspended beneath the container ceiling (see Fig. 35).
It is attached to the cargo securing lugs beneath the container ceiling by means of cable clamps. Sagging of the nonwoven fabric can be minimized by special belts. With this method too, however, water may penetrate the cargo once saturation point is reached.
 |
 Figure 35: Nonwoven fabric suspended in the container Photo: Schieder [18] |
8. When stripping hygroscopic goods, such as coffee or cocoa, in winter in temperate latitudes, quite large quantities of sweat may arise in a short time.
In such an instance, a nonwoven fabric may delay the time at which the still relatively warm cargo becomes soaked (see Section 10.5.1) enough to allow damage-free unpacking of the container.
9. The nonwoven fabric is suspended from the container ceiling corner reinforcements by means of belts (see Fig. 36). The water vapor absorption rate may amount to as much as 3,000 g/m². The nonwoven fabric may be cleaned for reuse.
 |
| Figure 36: Nonwoven fabric for transport of moisture-sensitive goods, suspended from the container ceiling by belts;
Oellerking [10] |
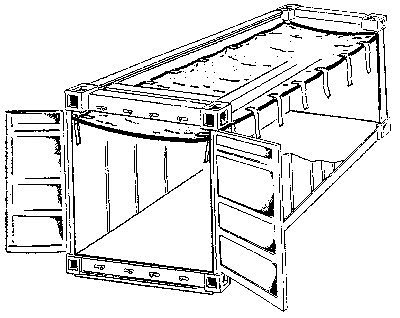
10. If bulk cargo is to be transported in a standard container, a "liner bag" made from a woven plastic fabric can be suspended in the container (see Fig. 37). Once the container is packed, the liner bag is closed with straps. The container is unpacked by cutting the liner bag open at the bottom and tipping the container. The liner bag is used only once.
 |
Figure 37: Liner bag for bulk cargo in a standard container; Photo: Schieder [18] |
Hygroscopic bulk cargo can be transported in a standard container by means of a liner bag with built-in nonwoven fabric in the roof area (see Fig. 38).
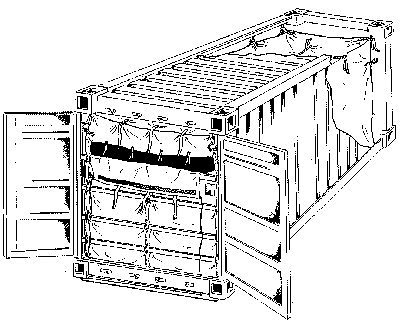 |
| Figure 38: Liner bag for bulk cargo in a standard container; Oellerking [10] |
11. In order to transport high value industrial products, such as machinery, electronic equipment, measuring instruments and the like in a standard container without causing moisture damage, a sealed package is produced (see Fig. 39). For example, the machine is bolted firmly onto the case bottom and enclosed in a film which is impermeable to water vapor, taking care to ensure that no sharp-edged parts destroy the film. A sealed package can only be carried door-to-door in a FCL container, so avoiding additional transshipment operations, as there would be a risk of damage to the sealed package during such handling.
Moreover, it is only possible to dispense with a case/crate, if the cargo securing requirements in the container so permit. For example, a piece of machinery with a high center of gravity which is at risk of tipping over cannot be secured without destroying the sealed package. In this case, it is not possible to dispense with case packaging. Desiccants are placed inside the sealed package in order to maintain a relative humidity of 40%, so preventing corrosion damage. As explained in section 19.7, corrosion worsens rapidly at a relative humidity of 50%. This method only works if the film is absolutely impermeable to water vapor and there can be no exchange of air with the ambient air.
If a large amount of lumber is used to produce the sealed package, it releases water vapor due to its hygroscopicity; the water content of the lumber must be greatly reduced as even air dry lumber has an equilibrium moisture content of 70 - 75% at 20°C and a water content of 12 - 15% (see section 19.1). Large quantities of desiccant would have to be placed inside the package in such a case.
 |
Figure 39: Sealed package for container transport;
Photo: Schieder [18] |
12. Desiccants are commercially available which can be placed inside the container to absorb moisture. Since considerable quantities of water are present in the container (several 100 liters for cocoa) and, depending on their water content, hygroscopic cargoes frequently establish high equilibrium moisture contents in their environment, desiccants are not capable of absorbing sufficient moisture.
They will already be saturated before the actual problem time (unpacking of the container in the cold port of destination). The desiccants are not able to prevent the extremely high levels of moisture from "raining down" during unpacking. Figures 40 and 41 show desiccant bags placed in a container packed with a bagged cargo.
In Fig. 40, the desiccant bags have been placed at the bottom. However, since moist warm air rises upwards, desiccants must be placed, if they are to be used at all, in the upper third or better under the container ceiling so that they can be effective (see Fig. 41). Desiccant bags must also be placed in the upper third of a case inside a sealed package.
 Figure 40: Desiccant bags at the bottom - wrong! Photo: Stradt [53] |
 Figure 41: Desiccant bags at the top - right! Photo: Stradt [53] |
Care must be taken to ensure that the bags do not come into contact with the packaged goods. Once saturated with moisture, they release it back into the surrounding environment, and contact with the package contents may result in corrosion. Such damage may even be more severe as desiccants are manufactured with salts, for example a mixture of bentonite with calcium chloride.
Fig. 42 shows sorption isotherms for the desiccants silica gel (type A = fine-pore silica gel; type B = large-pore silica gel) and activated alumina (Reimers [26]). Desiccant calculations are performed in accordance with DIN 55474.
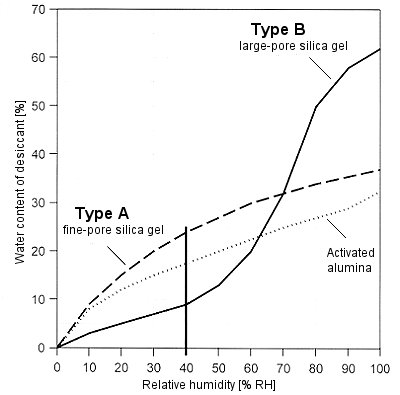 |
| Figure 42: Adsorption isotherms for desiccants; Reimers [26] |
Grünewald made an estimate of the required quantities for a container transport operation on a simulated voyage from Australia to Europe (see Table 2 in Puls /25/).
| Lumber and packaging material | Wooden pallets |
Paperboard cartons |
| No.: | 12 units | 760 units |
| Weight: | 200 kg | 600 kg |
| Starting conditions in Melbourne, winter: 10°C, 75% relative humidity Intrinsic moisture content of packaging (at sorption equilibrium with 75% rel. humidity): |
15 % | 11 % |
| Container climate after 20 days (south of Dakar): air 30°C, cargo core 20°C | ||
| Conclusion: The dew point of the air must not reach 20°C (corresponding to 54% rel. humidity) if sweat is to be avoided. The lumber and paperboard must thus be dried to the required new equilibrium moisture content: equilibrium moisture content at 50% rel. humidity: | 10 % | 8.5 % |
| Quantity of water to be removed during drying (difference between the 75% and 50% equilibrium moisture contents) | 10 l | 15 l |
| To sum up: In order to avoid sweat, water must be removed from the container air: according to Fig. 42 a desiccant will be required in a quantity of 100 kg (type A) or 165 kg (type B). | 25 l (kg) | |
| If, as is often the case, the pallets consist of fresh cut lumber, the following intrinsic moisture contents must be expected: In which case, the following quantities must be adsorbed by the sorption agent: |
20 % 20 l |
11 % 15 l |
| Total: | 35 l (kg) | |
| In this case, according to Fig. 42, desiccant is required in a quantity of 140 kg (type A) or 231 kg (type B). | ||
| Table 2: Numerical overview of a desiccant requirement calculation for the transport of preserved fruit from Australia to Europe in a 20' container; Grünewald in Puls [25] |
Overall, in relation to the desiccant method, it is advisable to tailor the particular method to be used to the intended goods to be shipped because many different factors play a part, such as the sensitivity of the goods and the packaging, the intended transport route through different climatic regions, as well as logistical and cost factors.
13. Coffee, cocoa, rice, tea, tobacco and spices are particularly valuable goods, some originating from developing countries, which place particularly severe demands on container transport due to their hygroscopicity. The use of ventilated containers has made it possible to transport this class of goods with lower levels of loss than in a standard container. Fig. 43 shows a longitudinal section through a ventilated container, a 20' steel container, the interior of which is lined with perforated plywood.
 |
Figure 43: Ventilated container, suitable for bulk cargo (schematic);
Svenson [55] |
The container has perforated battens at roof level (Figs. 44 to 47) and floor level (Figs. 48 to 50) which are coated with an anticondensation paint which is capable of absorbing a limited quantity of surface water, so delaying dripping of any water which may condense.
 |
| Figure 44: Structural details of a ventilated container; Svenson [55] |
 |
 |
 |
| Figures 45, 46 and 47 (from left to right) show the roof section of a ventilated container. Photos: Schieder [18] |
 |
Figure 48: Structural details of a ventilated container; Svenson [55] |
 |
 |
| Figures 49 and 50 (from left to right) show the floor area of a ventilated container. Photos: Schieder [18] |
If, for example, a moist warm cargo (cocoa or coffee from Africa) is shipped to Germany in the winter, the temperature of the ambient air drops during the voyage. The relatively warmer air rises up inside the container and can escape through the perforated battens. The air escaping from the top is simultaneously replaced by cooler, relatively drier ambient air entering through the perforated battens in the container floor.
This upward-moving air stream can be assisted by hold ventilation. It is therefore generally advisable to stow the containers below deck.
Fresh air is supplied via the floor area of the hatch and extracted again in the upper area. In this way, condensation in the container roof area may largely be avoided: formation of a stationary, moist, warm layer of air immediately below the ceiling, as is formed in a standard container (see Fig. 51a), is prevented by air turbulence under the container ceiling caused by the rising air heated by the wall surfaces (Fig. 51b). Breaking down the stable stratification under the container ceiling thus limits the progressive formation of sweat.
|
|